Laser pinnoituskone GKS 3008R | G·WEIKE
4Laserpäällystys on menetelmä materiaalin kerrostamiseksi, jolla jauhemaista tai lankasyöttömateriaalia sulatetaan ja lujitetaan käyttämällä laseria substraatin osan päällystämiseksi tai lähes verkon muotoisen osan valmistamiseksi (lainetta lisäävä valmistus).

Sitä käytetään usein parantamaan mekaanisia ominaisuuksia tai lisäämään korroosionkestävyyttä, korjaamaan kuluneita osia ja valmistamaan metallimatriisikomposiitteja. Pintamateriaali voidaan pinnoittaa laserilla suoraan voimakkaasti rasitetun komponentin päälle, eli itsevoitelevan pinnan valmistamiseksi. Tällainen muunnos vaatii kuitenkin päällystysprosessin teollistamista sen mukauttamiseksi tehokkaaseen massatuotantoon.
Prosessointi
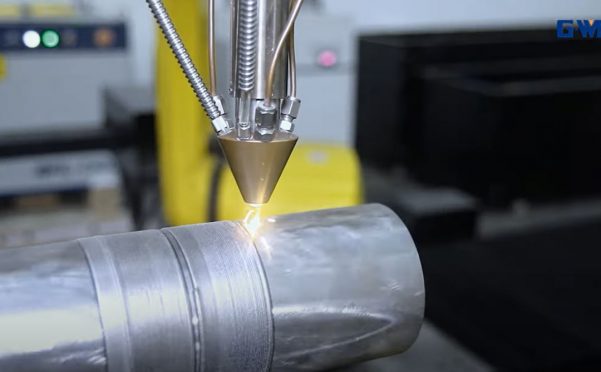
Laserilla sulatetaan pinnoitettavalle alustalle pudotettua metallijauhetta. Sulanut metalli muodostaa altaan alustalle; substraatin siirtäminen mahdollistaa sula-altaan jähmettymisen kiinteän metallin pintaan. Joissakin prosesseissa laser- ja jauhesuutinkokoonpanoa siirretään kiinteän kappaleenpäällä jähmettyneiden raitojen tuottamiseksi. Lisäaineen liikettä ohjaa CAM-järjestelmä, joka interpoloi kiinteät esineet raitojen joukoksi, jolloin syntyy haluttu osa liikeradan lopussa.

Monet prosessiparametreista, kuten laserin teho, laserin polttopiste, lisäaineen nopeus, jauheen ruiskutusnopeus jne., on asetettava manuaalisesti, ja siksi ne vaativat erikoistuneen teknikon huomion asianmukaisten tulosten varmistamiseksi. Käyttämällä antureita, jotka valvovat saostetun radan korkeutta ja leveyttä, metallurgisia ominaisuuksia ja lämpötilaa, teknikon jatkuvaa tarkkailua ei enää tarvita lopputuotteen valmistamiseksi.

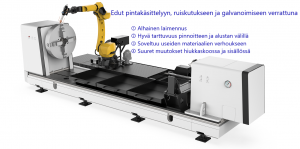
Muut Edut
- Paras tekniikka minkä tahansa muodon pinnoittamiseen => pidennä kuluvien osien käyttöikää.
- Erityiset järjestelyt osien korjaamiseen (ihanteellinen, jos osan muottia ei enää ole tai uuteen valmistukseen tarvitaan liian paljon aikaa).
- Sopivin tekniikka lajiteltujen materiaalien levittämiseen.
- Soveltuu hyvin lähes verkon muotoiseen valmistukseen.
- Matala laimennus radan ja kappaleen välillä (toisin kuin muut hitsausprosessit ja vahva metallurginen sidos.
- Kapplaeen alhainen muodonmuutos ja pieni lämpövaikutusalue (HAZ).
- Suuri jäähdytysnopeus => hieno mikrorakenne.
- Paljon materiaalin joustavuutta (metalli, keramiikka, jopa polymeeri).
- Rakennetussa osassa ei ole halkeamia ja huokoisuutta.
Kompakti tekniikka.
Tekniset tiedot
| Koneen malli | GKS-LC3008R |
| Laser teho | 4000W-12000W |
| Liikemekansimi | 6 axis industrial robot |
| Suurin halkaisija robo | 1831nm |
| Suurin työkappaleen halkaisija | φ≤800mm |
| Suurin kuorma | ≤3000kg |
| Työkappaleen pituus | ≤3000mm/td> |
| Paikoitustarkkuus | ±0.05mm/m |
| Toistotarkkuus | ±0.03mm/m |
| Pinnoitteen paksuus | Asiakkaan prosessin vaatimusten mukaan |
| Deposition efficiency | Asiakkaan prosessin vaatimusten mukaan |
| According to customer process requirements | |
| Number of control axes | 6 axis |
| Wrist load | 25kg |
| Working radius | 1831mm |
| Repeat positioning accuracy | ±0.02mm |
| Wrist range of motion | 0-180° |
| Main technical parameters of wide belt cladding head | |
| Power | 6KW |
| Numerical aperture NA | ≤0.25 |
| Applicable wavelength | 900-1100nm |
| Collimator | 100, 120, 300mm (optional) |
| Focal length | 250, 300, 400mm (optional) |
| Fiber interface | QBH, LLK, QD |
| Powder feeding nozzle | Circular powder feeding |
| Powder convergence spot | 2mm (can be customized according to specific nee |